
















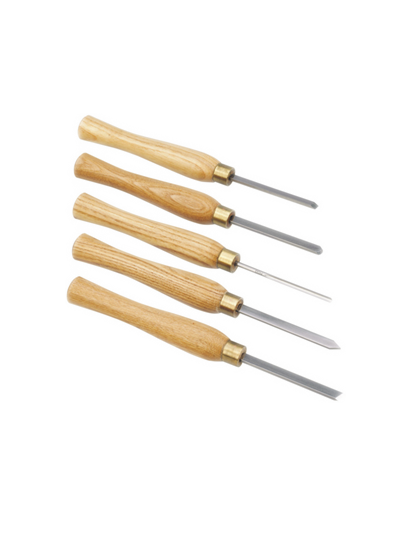
高速钢木工车刀组(五支套)


H5,H5页面制作工具
- 说明书
- 使 用 前 请 仔 细 阅 读
- (五支套)
- 高速钢木工车刀组

- 高速钢木工车刀组(五支套)DB250配套使用
- 加工范围:木材、塑料
- 尺寸:总长190mm刀柄长65mm刀柄厚度2.3mm左右
- 构成:高速钢刀刃、榉木刀柄
- 车刀组: 斜刀、平刀、凹形槽刀、三角形刀、弧形刀(按照首页从上至下的顺序)
- 主 要 技 术 参 数
- 刀具安装夹紧后无松动。
- 刀具安装夹紧后无松动。
- 孔与轴要求配合公差不超过0.02mm。
- 孔与轴要求配合公差不超过0.02mm。
- 安装时
- 安装前
- 清理干净刀具及机床机轴。
- 清理干净刀具及机床机轴。
- 组合刀根据加工需要及刀具情况添加合适的垫片。
- 安装时注意刀具的切削方向与机床旋转方向一致。
- 安装时注意刀具的切削方向与机床旋转方向一致。
- 高速钢木工车刀组(五支套)DB250配套使用
- 使 用 须 知

- 刀具钝化后
- 加工时
- 选择专业的模具进行打磨,并注意打磨的程度,尽量减少打磨量,避免误伤刀刃。
- 选择专业的模具进行打磨,并注意打磨的程度,尽量减少打磨量,避免误伤刀刃。
- 进料匀速,根据不同的加工材料及切削量选择合适的加工速度。
- 进料匀速,根据不同的加工材料及切削量选择合适的加工速度。
- 高速钢木工车刀组(五支套)DB250配套使用
- 使 用 须 知
- 选择高精度的刃磨设备,按规程操作。
- 选择高精度的刃磨设备,按规程操作。
- 刃磨后刀具保持原有角度不变。
- 刃磨后刀具保持原有角度不变。
- 保证修磨量一致。
- 保证修磨量一致。
- 刃磨后:无钝口、无细小缺口。
- 刃磨后:无钝口、无细小缺口。
- 高速钢木工车刀组(五支套)DB250配套使用
- 由于刀口出场时尚属初级加工,需要使用者结合实际情况开锋精磨。
- 由于刀口出场时尚属初级加工,需要使用者结合实际情况开锋精磨。
- 修 磨 要 求
- 推料速度过慢与吃刀量过大及机 床转速不匹配,刀具钝化严重, 刀具选用不合理,以及刀具角度 设计与加工材料不匹配所导致。
- 机床抖动大,刀具安装不合理, 基准面不平,送料用力不均匀, 以及刀具跳动公差过大所导致。
- 高速钢木工车刀组(五支套)DB250配套使用
- 2、加工件烧糊
- 1、加工件断面纹路过大
- 常 见 问 题
- 当刀具钝化请勿使用,否则会增加刀体的切削扭力,从而超过刀体的承受能力,造成刀具断裂等意外。
- 当刀具钝化请勿使用,否则会增加刀体的切削扭力,从而超过刀体的承受能力,造成刀具断裂等意外。
- 加工前确认机器前方无人后再空转,检查机器有无振动, 刀具有无轴向和径向摆动异象。
- 加工前确认机器前方无人后再空转,检查机器有无振动, 刀具有无轴向和径向摆动异象。
- 安装刀具时,确保刀具切削方向与主轴运转方向一致,若方向相反,会使刀片崩裂,发生事故。
- 安装刀具时,确保刀具切削方向与主轴运转方向一致,若方向相反,会使刀片崩裂,发生事故。
- 高速钢木工车刀组(五支套)DB250配套使用
- 刀 具 保 养
